Industrielle Serienfertigung in der Autoproduktion
Serienproduktion am Fließband
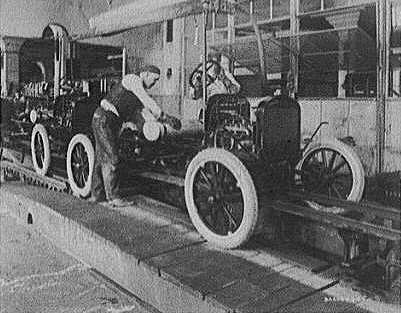
Die Arbeitswirklichkeit in der Großserienproduktion von Fahrzeugen hat sich seit den Tagen Henry Fords, der das Prinzip der Fließbandfertigung von den Förderketten aus den großen Schlachthöfen in Cincinnati und Chicago übernommen hatte, stetig weiterentwickelt.
In den Anfängen der Fließproduktion wurde nur ein einziges Fabrikat, das “T-Model“, auch bekannt als „Tin Lizzy“, in ausschließlich der Farbe schwarz in Massen und „auf Lager“ produziert. An den einzelnen Stationen des Fließbands wurden immer dieselben Teile verbaut. Dennoch gab es schon ein ausgetüfteltes System aus einzelnen Fertigungssträngen, die Einzelteile und Baugruppen für die Endmontage vorbereiteten.
Übersicht: Fertigungsarten in der Industrie
Industrielle Produktionsprozesse können je nach Blickwinkel unterschiedlich systematisert und bezeichnet werden; begriffliche Unschärfen entstehen zudem durch branchenüblichen Sprachgebrauch und fremdsprachliche Einflüsse.
Vereinfachend ist eine Unterscheidung nach Menge der erzeugten Güter, und nach Organisationsform möglich.
Unterscheidung nach Menge:
- Einzelfertigung: Es wird einmalig ein einzigartiges, individuell geplantes und verarbeitetes Produkt hergestellt (z.B. durch Architekten entworfenes Wohnhaus, Maßanzug, Zahnersatz etc.)
- Serienfertigung: Eine begrenzte Stückzahl eines Produkts oder einer Produktvariante wird hergestellt. Danach wird die Produktionsanlage umgerüstet, um ein anderes Produkt oder eine Variante zu produzieren (z.B. verschiedene Modelle einer Automarke, Computer etc.).
- Massenfertigung: In einer nur für dieses Produkt ausgelegten Produktionsanlage werden sehr große Stückzahlen bzw. Mengen hergestellt, um eine dauerhaft bestehende Nachfrage am Markt zu befriedigen (z.B. Getränke, Süßwaren, Streichhölzer, Batterien etc.). In der Regel wird eine unbestimmte Menge fortlaufend produziert, ohne dass ein Kundenauftrag vorliegt, und bis zum Vertrieb gelagert (Lagerfertigung).
Unterscheidung nach Organisation:
- Werkstättenfertigung: Häufig für Einzel- oder Kleinserienfertigung eingesetzt, bringt die Herstellung von Produkten in einer räumlich zusammenfassten Anordnung verschiedener Arbeitsplätze und Betriebsmittel wie Vorrichtungen und Maschinen eine hohe Flexibilität mit sich: verschiedenste Produkte können ohne großen Umstellungsaufwand hergestellt werden.
- Fließfertigung: Ähnlich wie in der Werkstättenfertigung werden die erforderlichen Arbeitsplätze und Betriebsmittel räumlich zusammengefasst, allerdings auf die Serien- oder Massenproduktion eines bestimmten Produktes hin spezialisiert und auf einen möglichst hohen Durchsatz hin optimiert. Änderungen am Produkt gehen mit Umrüstungen der Produktionsanlage einher. Drei Varianten werden unterschieden:
- Fließbandfertigung (z.B. Nahrungsmittelindustrie): Diese besondere Ausprägung der Fließfertigung ist durch eine sehr dichte zeitliche Kopplung der einzelnen Produktionsschritte (Arbeitstaktung) gekennzeichnet. Dadurch wird der Produktionsausstoß erhöht, zugleich wirken sich Störungen aber auf den gesamten Prozess aus.
- Fließstraßenfertigung (auch Straßen- oder Linienfertigung; z.B. Autoindustrie): Hier werden die einzelnen Produktionsschritte z.B. durch Zwischenlager voneinander zeitlich entkoppelt, so dass die Produktion störungsfreier ablaufen kann.
- Fließreihenfertigung (z.B. Möbel- und Bekleidungsindustrie): Die zeitliche Abstimmung von Produktionsschritten ist völlig aufgehoben und das Arbeitstempo wird weitgehend durch die Arbeitskräfte bestimmt. Die Teilprodukte werden schubweise mit Hilfe nicht ortsgebundener Vorrichtungen (z.B. Wagen, Hubstapler) von einem Arbeitsplatz zum anderen transportiert.
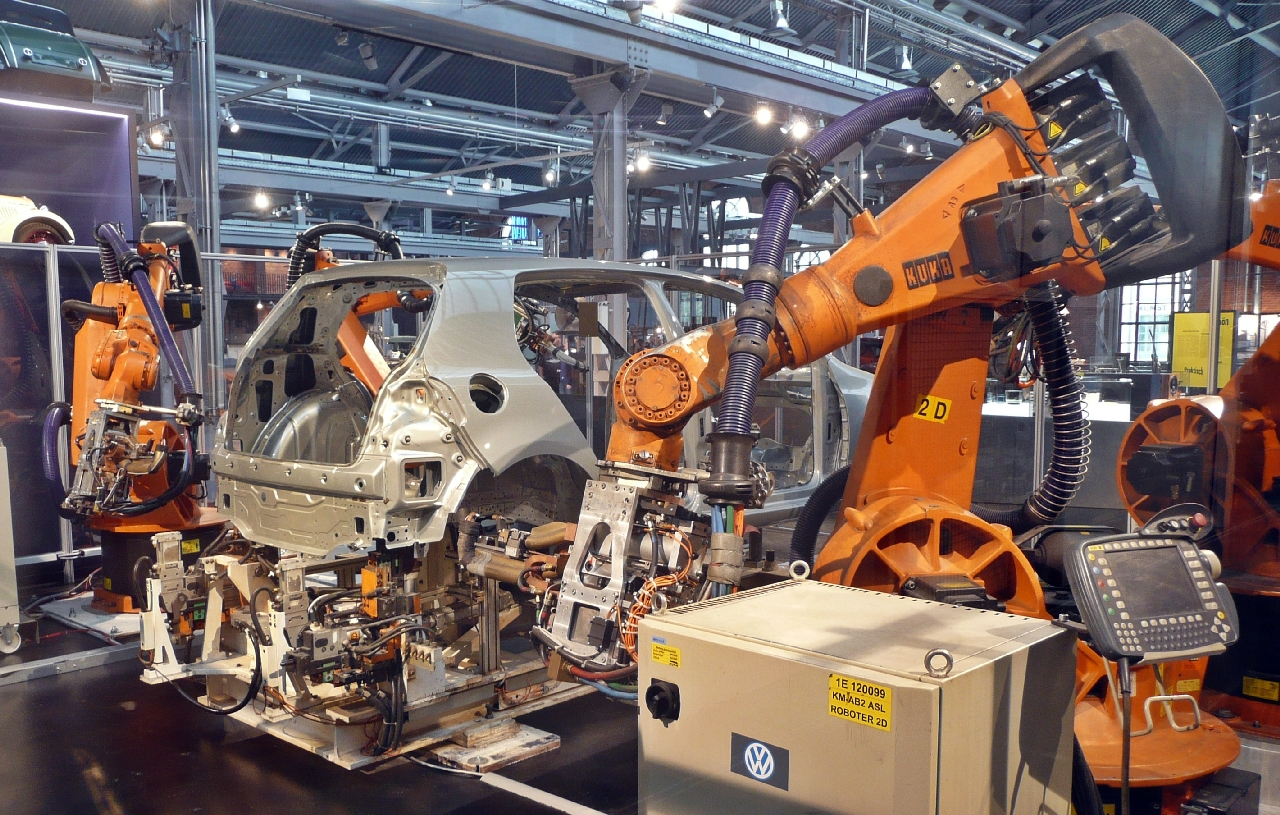
Autoproduktion heute
Heute werden unterschiedlichste Modell-, Ausstattungs- und Farbvarianten als Auftragsfertigung („build-to-order“) in Folge nach Bestellungseingang produziert (individualisierte Massenfertigung). Die benötigten, oft von Exemplar zu Exemplar unterschiedlichen Komponenten müssen großenteils von Zulieferfirmen exakt zum Zeitpunkt ihres Einbaus am richtigen Platz in der Fertigungsstraße bereitgestellt werden („just-in-time-production“) - ein gewaltiger logistischer Aufwand mit genau aufeinander abgestimmten Einzelschritten, Robotereinsatz, Qualitätskontrollen und einer im Hintergrund ablaufenden Datenverarbeitung und Prozesssteuerung. Einen anschaulichen, auch für Kinder verständlichen Einblick bietet der Film "Autobau - vom ersten Blech bis zum fertigen Auto" von Armin Maiwald aus der Reihe Sachgeschichten.
Aus welchen Teilen besteht ein Auto?
Die Hauptbaugruppen eines Personenkraftfahrzeugs sind
- Fahrgestell (Chassis mit Fahrwerk, Radaufhängung, Rädern, Lenksystem etc.)
- Karosserie (Aufbau mit Türen, Schiebedach, Fenstern, Kraftstofftank, Lackierung etc.)
- Motor (mit Hilfsaggregaten wie Kühler, Stromgenerator („Lichtmaschine“), Kraftstoffvergaser bzw. -einspritzpumpe, Ventilsteuerung, Abgasanlage etc.)
- Kraftübertragung (Fahrwerk, Getriebe, Bremssystem)
- Fahrzeugelektrik / -elektronik (Motorsteuerung, Beleuchtung, Scheibenreinigung, Sicherheitstechnik, Fahrerinformationssysteme (Cockpit-Anzeigen, Bordcomputer etc.), Unterhaltungselektronik, Navigationssystem etc.)
- Innenausstattung (Sitze, Innenverkleidungen, Ablagen etc.)
Jede dieser Baugruppen besteht wiederum aus einer Vielzahl von Einzelteilen bzw. Unterbaugruppen. Je nach Bauweise können 6000 bis 10000 Einzelteile in einem Personenwagen der Mittelklasse verbaut sein. Einen anschaulichen Eindruck vermitteln Abbildungen wie diese:
Bild 1
Bild 2
Bild 3
In welchen Arbeitsschritten wird ein Auto produziert?
Die Automobilproduktion ist auch heute noch weitgehend nach dem Prinzip der Montagelinie organisiert: Die Karosserie wird zuerst montiert, alle weiteren Teile und Baugruppen werden nach und nach der Karosserie auf der Fertigungsstraße („Fließband“) zugeführt. Ein Montageplan stellt sicher, dass kein vorangegangener Arbeitsschritt einen nachfolgenden blockiert. Größere Baugruppen und Aggregate (z.B. Motorblock, Getriebe, Türen, Armaturen, Sitze, Fahrwerk, Abgasanlage, Schiebedach etc.) werden auf eigenen Montagelinien vorgefertigt oder bei Zulieferern produziert und in die Endmontagelinie eingespeist. Grafisch lässt sich dieses Vorgehen in einer linearen Struktur mit stammbaumähnlichen Verzweigungen darstellen:
Schaubild Montagelinie im Autobau
Ein stark vereinfachte, illustrierte Darstellung zeigt z.B. Opel in einer Publikation für Kinder und Jugendliche:
Poster Montagelinien
Einen Eindruck vermitteln auch Imagefilme verschiedener Autohersteller wie z.B.:
Volkswagen (YouTube)
Daimler (YouTube)
Im Zeitalter von „Industrie 4.0“ werden darüber hinausgehend bereits Fertigungssysteme entwickelt, in denen die Karosserien statt auf einem Fließband auf selbstfahrenden Transportwagen montiert werden. Die Transportwagen fahren für den jeweils nächsten Montageschritt autonom eine Fertigungsinsel an, an der die bestellte Variante eines Bauteils bereitsteht oder die zurzeit am wenigsten ausgelastet ist.
Gesellschaftliche Auswirkungen
Wirtschafts- und technikhistorisch führte die mit der Fließfertigung verbundene Produktivitätssteigerung zu einer Verbilligung der Produkte, zu einer Verbreiterung des Marktes und zu einer Absatzsteigerung. Bereits Henry Ford konnte das T-Modell so billig produzieren, dass seine eigenen Arbeiter es sich leisten konnten. Zugleich veränderte sich mit dem massenhaften Auftreten von Motorfahrzeugen die Verkehrswirklichkeit radikal. Sicherheitstechnische Weiterentwicklungen ergaben sich als notwendige Konsequenz.
In soziotechnischer Hinsicht brachte die Einführung der Fließfertigung große Umstellungen mit sich. Die Arbeitsbedingungen in der Warenproduktion veränderten sich grundlegend. Die auf einfache Handgriffe reduzierten Arbeitsabschnitte konnten auch von ungelernten Arbeitern ausgeführt werden. Das reduzierte die Lohnkosten und erleichterte den Zugang zum Arbeitsmarkt. Zugleich nahm aber die Eintönigkeit der Arbeit und die Entfremdung zu. Die Taktung der Arbeitsabläufe erforderte hohe Anpassungsleistungen der einzelnen Arbeiter, die andauernde Wiederholung derselben Bewegungen unter nicht ergonomisch gestalteten Bedingungen hatte gesundheitliche Probleme zur Folge. Zudem führte das Akkordlohnsystem führte zu Zeitdruck und Stress.